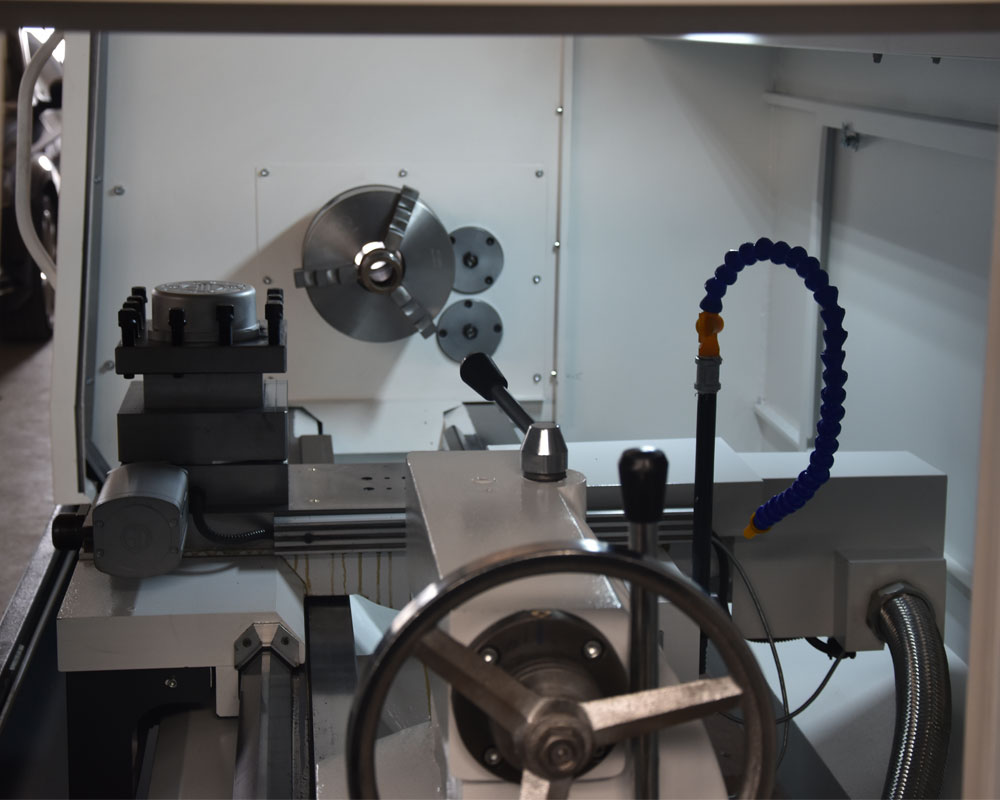
提高仪表数控车床加工效率的方法
1、仪表数控车床除能够运用手动夹头装夹工件外,还能够选用气动夹头和液压弹簧夹头来夹紧工件。
2、关于短棒料,绷簧夹头内一定要设置绷簧靠山,不光能够直接装夹到位、不必重新对刀,而且加工结束后工件能够主动弹出。
3、关于直径20毫米以下的长棒料大批量出产,一定要加装长料自动送料体系,能够大大提高工作效率,至于用拉料仍是推料的方法要根据工件来决议。
4、关于能运用短料主动送料的大批量出产的工件,尽量加装主动送料体系。
5、能运用排刀架装夹刀具的尽量运用排刀架,排刀架能够防止电动刀架的重复定位差错和故障率。
6、假如想增加装夹刀具数量,能够运用电动刀架和排刀架并存的方法,https://www.taianhaishu.com/。
 轮毂数控车床是一种具备技术密集和专 业知识密集特性的机械设备,构造复杂且专 业。为了充分发挥其效益,降低问题的出现,务必做好维护保养工作
轮毂数控车床是一种具备技术密集和专 业知识密集特性的机械设备,构造复杂且专 业。为了充分发挥其效益,降低问题的出现,务必做好维护保养工作 轮毂拉丝机尾座故障,一般尾座安装在斜床身的导轨上。移动时,液压系统建立压力并压缩处于尾座内部的碟簧,松开尾座与导轨的夹紧装置,通过伺服电机驱动在导轨上移动。
轮毂拉丝机尾座故障,一般尾座安装在斜床身的导轨上。移动时,液压系统建立压力并压缩处于尾座内部的碟簧,松开尾座与导轨的夹紧装置,通过伺服电机驱动在导轨上移动。