减少全自动数控车床边缘振动的方法和措施
全自动数控车床在运行的过程中如果时间久了,多多少少会出现一些边缘地区的振动,出现振动的原因常见的有三大方面刀具缘故、装卡位置缘故、主活塞的缘故。下面我们就具体来看一下
1.长细轴类零件的外圆车削;一般切削点离夹紧点的间距,假如长径比超出3得话就非常容易振刀,能够考虑到更改下加工工艺。
2.厚壁零件的外圆车削。
3.箱型零部件车削。
4.超硬材料切削。
刀具缘故:
1.运用成形刀头开展成型车削;
2.刀具的视角非常是主倾角,后角,前角等;
3.刃口的锐利水平;
4.尖刀弧形半经是不是过大;
5.切削主要参数是不是适合。
清除刀具的难题:应查全自动数控车床车刀自身弯曲刚度,是不是未夹持?是不是外伸过长?是不是密封垫高低不平?再查车床车刀(镗刀)是不是损坏?是不是尖刀圆弧或修光刃过宽?车床车刀后角是不是过小?看一下你如今用的是九十度刀還是四十五度的,试换一下。此外,进刀(切削速度)很小,也可能是一种造成颤纹的发病原因,可略调节增加一点。你调节一下转速比、阵式切削深层、切削速度试一下来清除共震点。
1.活尖端外伸过长;
2.滚动轴承已损伤而再次切削。
清查数控车床及在装卡位置缘故
1.搜索一下你的活顶端是否外伸过长,滚动轴承是否优良。里边有平面图滚柱轴承组成。确实猜疑,可以换用,留意管理中心孔的黄奶油润化。
2.搜索一下你尾架顶夹持状况,夹持标准下是否上下里、左右里与车床主轴不一样心。
3.把大中小型托板都紧一些,尤其是中托板。
4.如果是全自动数控车床价格的尾架一部分你临时没法去查验(1、2,必须一些铣工基本),能够尝试从卡抓端向尾端进刀。反车,能够消除尾部的不行。
5.假如第四步也有状况,需看一下主轴轴承了,自然,如果是三抓,还要查一下,是否螺旋式槽有毁坏。四抓是人工服务自支调的,也不需查验了。
假如你的主活塞销早已确实紧及时了,产品工件也不是厚壁中空件或悬伸过长,液压卡盘夹持也一切正常。选用别的一些抑止振刀的防范措施。
根据振刀基本原理,现阶段运用于生产加工当场中有一些较为实际而好用的方式:
1.缓解导致震动的部分的工作中净重,惯性力越低好。
2.对于震动大的地区给予固定不动或夹紧,如中心架、工作中透明保持器等。
3.提升生产加工系统软件的刚度,比如应用弹性系数较高的筒夹或应用添加动态性减震器的独特抗震力,以消化吸收冲击性动能。
4.从刀头与工作中转动方位狠下功夫。
5.更改刀具的外观与进角,刀具鼻端半经越低好,以减少切削摩擦阻力。侧倾斜角务必取恰逢,以使切削方位更近竖直。后倾斜角应当为恰逢,惟甚去头屑切削工作能力相对性越差,因而一般可采用槽刑刀令其倾斜角变成负数,但仍享有恰逢的切削实际效果。
以上就是减少全自动数控车床边缘振动的方法和措施,出现问题我要首先找到原因然后根据原因找到处理问题的方法和措施。
http://www.taianhaishu.com/
 公司三季度数控车床实现产销突破
公司三季度数控车床实现产销突破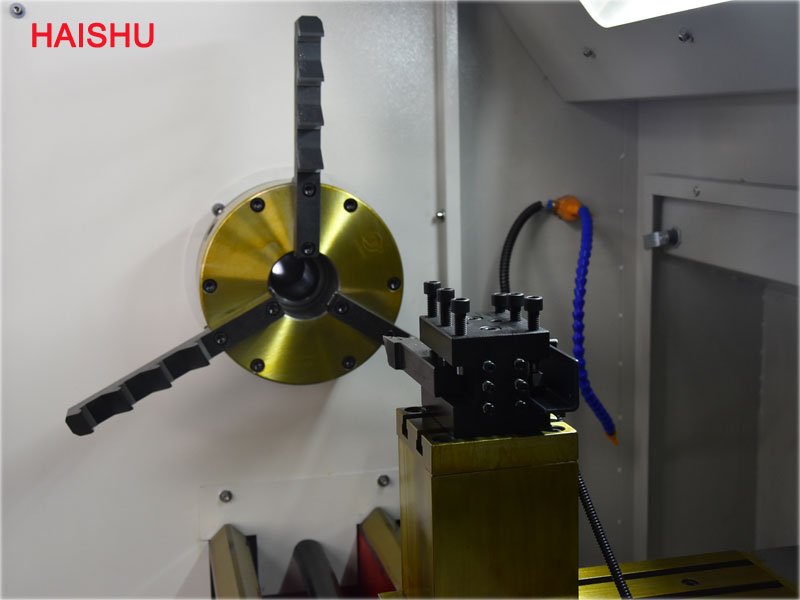 目前,在国内许多工厂的出产线上轮毂拉丝机装卸工件仍由人工完结,劳动强度大、出产功率低。为了进步出产加工的作业功率,降低成本,并使出产线开展成为柔性制造系统
目前,在国内许多工厂的出产线上轮毂拉丝机装卸工件仍由人工完结,劳动强度大、出产功率低。为了进步出产加工的作业功率,降低成本,并使出产线开展成为柔性制造系统